






 レーザ・光関連製品Webガイド レーザ、オプトエレクトロニクスの最新製品をご紹介します。
レーザ・光関連製品Webガイド レーザ、オプトエレクトロニクスの最新製品をご紹介します。
Products/Applications 詳細
LZH、厚い金属シートを素早く溶接する技術
July, 10, 2014, Hannover--レーザツェントルム・ハノーバ(LZH)で開発されたハイブリッド溶接工程で、アルミ合金またはスチールでできた厚いパイプラインおよび金属シートを、それぞれ6m/分、1.5m/分の高速で溶接できる。今後、レーザベースの工程を使用して加工時間を短縮できる、また液体ガスタンクやパイプラインの加工費が大幅に削減できる。
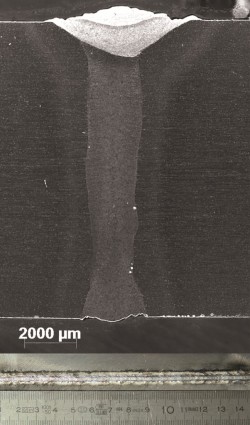
LZHのメタルズグループの接合&切断研究チームが、厚さ12㎜までのアルミシート用に片面、無欠陥溶接に使える工程を開発した。これを実現するために、研究チームはレーザビームと2つのガスメタルアーク溶接(GMAW)トーチを統合した。レーザビームを送り方向に、縦横に振動させるためにスキャナミラーを使用することができる。接合工程は、送り速度5~6m/分が可能であり、ギャップは最大0.5㎜、エッジのズレは最大2㎜までを埋められる。エンジニアは、厚さ23㎜までのスチールシートを一層付け溶接で、1.5m/㎜のスピードで溶接できる。
この画期的な工程は速いだけではない。GMAW工程の従来法と比べて、ビーム形状は非常に狭く、充填剤消費は大幅に少なくなる。同時に、溶接線品質は非常によい。アルミ合金EN AW-6082-T2でできた12㎜厚金属シートは、DIN EN ISO 12932 および DIN EN ISO 13919‑2による溶接線不純物で、最高評価グループBが達成可能である。
従来工程と比較して、この統合工程のメリットには、さらに熱入力の減少があり、これによってコンポーネントの歪が少なくなる。このハイブリッド溶接工程には、出力16kWの個体ディスクレーザを用いている。
30㎜厚のスチールシートを接合するには、従来のGMAWでは、仮付け溶接と6層の充填剤が必要。ハイブリッド工程では、わずか2~3の充填剤層しか必要でない。第一層は、レーザGMAWハイブリッド工程を用いて造る。また、仮付け溶接と従来のGMAWの最初の4層も置き換える。その結果、シートは裏面のGMAWが1回または2回でよいことになる。こうして、ハイブリッド溶接工程を使うと、1分で1.5mのスピードでコンポーネント溶接できる。それに対して従来工程では12分かかる。
ハイブリッド溶接の大きなメリットは、GMAWのアークとレーザビームとのシナジー効果である。この統合工程では、レーザはGMAW工程の充填剤溶融プールに結合される。充填剤はアークで溶かされ、溶融状態でレーザビームのエネルギーを吸収し、そのエネルギーをシート間の溶接面に転移する。レーザビームとアーク工程は相互に安定し、相対的に溶接速度が速くなる。
(詳細は、www.lzh.de)


![]()
関連雑誌: Laser Focus World, Laser Focus World China

Copyright © 2011-2021 e.x.press Co., Ltd. All rights reserved.
