






Science/Research 詳細
LZHとIFW、レーザによる接着・離脱プロセスを開発
July, 2, 2015, Hannover--大理石や花崗岩などの天然石は、耐摩耗性のダイヤモンド切削セグメントを持つ鋸刃で加工する。刃が損傷したり摩耗したりすると、切削セグメントは取り替える必要がある。通常、鋸刃全体が修理業者に送られる。レーザセンタハノーバ(LZH)とレムシャイトの用具研究と製作材料研究所(IFW)は、切削部を鋸刃に接着し、損傷なしにそれを取り外すための可搬、レーザベースプロセスチェーンを開発した。
今日までは、ハンダ付けされた切削部は熱で脱離し、ハンダ付けされる相方が用意され、次に新しい切削部が鋸刃にハンダ付けされる。ハンダからの熱応力が、鋸刃に軸ズレ(反り)や好ましくない応力分布をもたらす。その結果、切削品質が低下し、戻しが増える。したがって、鋸刃を調整したりプレロードするための追加工程が必要になる。
レーザと接着技術に基づき、鋸刃を接着するレーザベースプロセスをLZHとIFWが開発した。レーザ照射は鋸刃に最小限の熱応力を与えるだけであり、最良の場合、刃はプレロードも調整もなしに再装備できる。理想的には、鋸刃は必要に応じて何度でも再装備できる。
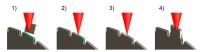
鋸刃取付のレーザベースプロセスは4段階で構成されている。まず、セグメント面と鋸刃の準備はパルスレーザシステムを用いて構造化される。次に、1液エポキシ樹脂接着剤を用いてセグメントが鋸刃に接着される。接着剤はCWレーザシステムで熱硬化される。セグメントの寿命が尽きると、CWレーザシステムを用いて鋸刃から脱離される。次にパルスレーザシステムを用いて接着剤残滓を接着相方から除去する。これに続いて鋸刃が再装備可能になる。
ハンダ付けと比較して接着の利点は多い。中でも、以下の点は極めて少ないか全くない、熱歪、加熱着色。また、接合部における応力の分布は均一であり、相対的に接合力は強く、震動減衰性は高い。
研究成果は、FGWレムシャイトまたはLZHのウエブサイトからダウンロード可能(ドイツ語のみ)。



![]()

