







Products/Applications 詳細
ボクセルフィルは繊維強化素材でも検証済み
October, 18, 2024, Rostock--AIM3Dは、特許取得済みのボクセルフィル(Voxelfill)プロセスの利点を実証することに成功した。強度試験では、このプロセスがX軸、Y軸、Z軸の3D成分の不均一な強度を克服できることが証明されており、射出成形などの従来のプロセスに近づくことが証明されている。Voxelfillは、EP 4100235-B1に準拠した材料押出の他の3Dプリントプロセスのユーザにもライセンス供与可能である。
Voxelfill戦略
Voxelfillの開発の目的は、3Dプリンティングの不均質な強みを克服することだった。現在、材料押出3Dプリントは、材料にもよるが、プリント方向で約50%の強度を達成している。そのため、プリントされた層は引き裂かれ、多くの場合、コンポーネントはプロトタイプにのみ適している。Voxelfillにより、AIM3Dはモールドボンド射出成形プロセスと比較して80%の強度を達成し、認証された顆粒で作られた3Dプリント部品の技術的適用が可能になった。将来的なターゲットは100%。Voxelfillは、CEMプロセスに基づく射出成形と3D押出プリンティングの組み合わせである。Voxelfillは、全方向でほぼ等方性の材料特性を実現するとともに、より高い生産性とZ方向の繊維の配向を実現する。AIM 3D の CTO 、 Clemens Lieberwirthは 「このように、Voxelfill は 3D コンポーネントの強度の分野におけるゲームチェンジャーになりつつあある」とコメントしている。
Voxelfillによるテストシリーズ実装
Voxelfillでは、射出成形と比較して平面内で80%の強度を達成する。最初に決定された値は、未充填のエンジニアリングポリマに適用される。これにより、従来のFDMプリンタによる3Dプリンティングと比較して、2倍の強度が得られる。繊維充填技術ポリマの場合、従来のFDMプリンタによる3Dプリンティングと比較して、強度の向上が期待できる。Voxelfillを使用した一連の試験は、XY強度とZ強度を決定するためにテンスルロッド形状で設定された。変種Aは、XY平面に引張方向を持つ水平張力ロッドを示していた。変種Bは、XZ平面で引張方向を持つ垂直張力ロッド。変種Cは、粉砕されたサンプルベースでXZ平面に引張方向を持つブロックを形成した。AIM3Dの実現可能性調査の一環として、AからCのバリアント(PolymakerのPolycore PETG-1000材料)の応力(MPa)とひずみ(%)を測定した。
サンプルの光学分析
高い引張強度にもかかわらず、Voxelfillサンプルにはまだ細孔、つまり<0.15mm³の範囲のエアポケットがあった。したがって、充填密度をさらに最適化することにより、一段と高い引張強度、したがって等方性が考えられる。Voxelfillプロセスの可能性は、繊維充填ポリマの使用によって拡大される。
繊維充填材料を使用した新しい一連のテストは、驚くべき強度向上
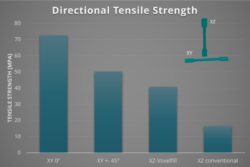
Voxelfillプロセスを繊維充填プラスチックへの移行は、Z強度にプラスの影響があることが明確に確認されている。テストは、PolymakerのPETG GF30を使用して、270℃の押出温度で実施された。 従来のプリンティングとVoxelfillを使用したプリンティングの両方で、達成可能な最大強度との比較可能性を評価し、最適なプリンティングパラメータを決定するために一連のテストが設定された。XY横方向テンションロッドはレファランス用に製造された。これらは、プル方向に整列したインフィルとプル方向に±45°の2つの異なるインフィル方向でプリントされた。張力方向に整列したインフィルの引張強度は最も大きく、72.4MPaだった。ただし、これは非常に設計されたケースに対応しており、実際の射出成形部品では、ここでの繊維分布がコンポーネントの形状と射出ポイントの数と向きに依存するため、そうではない。これに対し、インフィル配向が±45°の水平テンションロッドは50.1MPaを達成した。次に、スタンディングテンションロッドをVoxelfillなしで、従来のレイヤーごとのインフィル(通常の3Dプリンタの最先端に対応)でプリントした。引張強度は12.8MPaを達成した。これに対し、Voxelfillでプリントした縦型試験片は、40.7MPaと高い強度を実現した。
充填された材料を使用した一連の試験からの均質性と強度の導出
強度の均質性を決定するために得られた値を比較すると、Voxelfillは±45°のプリントされた参照サンプルと比較して81%、整列された参照サンプルで56%の均質性を持っている。一方、従来のプリントされたテンションバーは、±45°のプリントされた参照サンプルと比較して25%、整列された参照試料と比較して18%の均質性しか達成していない。したがって、射出成形に匹敵するより均質なコンポーネント特性をもたらすVoxelfillの強度向上効果は、繊維充填プラスチックでも証明できる(異なる強度値の比較図を参照)。共焦点顕微鏡で繊維分布を見ると、Z方向に整列した繊維も示されており、これはVoxelfill充填中の垂直注入プロセスによって導入される。AIM3DのCTO、Clemens Lieberwirthは「このファイバの整列効果はVoxelfill特有のものであり、従来のレイヤーごとの3D押出プリンティングでは達成できない」と説明している。

![]()
関連雑誌: Laser Focus World, Laser Focus World China

Copyright © 2011-2021 e.x.press Co., Ltd. All rights reserved.
