

Articles バックナンバー記事
より良い電池の製造
ハンス・J・ハーファース
レーザ加工によって未来のハイブリッド電気自動車用の新型電池が可能になる
不気味に迫るエネルギー危機と地球規模の環境問題が世界中で注目されている。自動車は依然として化石燃料に依存し、その消費量は生産される化石燃料の約45% を占めている。この消費量が地球温暖化の主な原因の一つであることは間違いない(1)。外国産の石油への依存を減らすことは、エネルギーの安全保障にとっての急務かつ重要であり、究極のコストも安くなると広く認識されている。
最近、世界市場では電池とガソリンエンジンやディーゼルエンジンとのハイブリッド化が急速に拡大している。高い燃料経済性と少ない排気ガス、伝統的なガソリンおよびディーゼルエンジン自動車の動力性能、走行距離および利便性という利点を併せ持っていることがその理由だ。米ボストン・コンサルティンググループの報告書によると(2)、2020年における世界の4大市場、つまり欧州、北米、日本および中国で発売される電気およびハイブリッド自動車の台数は、2008 年の48 万台から1400万台に増加すると予想されている。
ハイブリッド電気自動車(HEV)、プラグインハイブリッド電気自動車(PHEV)、電気自動車( EV )などさまざまな方式があり、すでに市場に出ているものもあれば開発途上のものもある。トヨタのプリウスのような今日のHEVは、停止と発進を繰返す際の加速は主として電気モータの支援を受け、ほとんどの時間の動力はガソリンエンジンから供給される。電池パックが小さいため、電気モードでの走行距離は限られる。対照的に、PHEVはより強力な電池パックを搭載するため、数十マイルまでの走行距離が可能となり、再充電は配電網を通して行うことができる。EVは排気ガスのない完全な電気自動車として走行する(3)。
電気自動車の電池パックの再充電は配電網または搭載している小さなガソリンエンジンの発電機を通して行われる。ユーザの多くは1 回の充電によって、毎日の通勤距離のすべてではないとしても、約40マイルの走行距離を期待することができる。米国連邦政府の新しい行政計画では、2012年には、100万台の電気自動車が米国の道路上を走行していることが目標になっている。このことは新型電池に推定される市場規模が400 億ドルに達することを意味している(4)。
自動車用の新しいハイブリッドシステムの開発を可能にした要因の一つは電池技術の著しい進歩にある(5)。今日のHEVに使われているニッケル金属水素化物(NiMH)電池は、従来の鉛電池やNiCd電池よりも高い電気容量が得られる。将来のPHEVは、より軽く、より小型で、より大きな電気容量をもつ電池を実現して、走行距離の目標値を達成しなければならない。電池メーカーは2008年に米国政府が予算化した先端技術自動車製造プログラムの250億ドルの一部を共有して、このような技術の商業化を加速している(4)。開発企業の多くは、リチウムイオン電池を使うことで、これらの挑戦が対応可能になると考えているが、それは現在使用されているNiMH電池に比べると、リチウムイオン電池のエネルギー蓄積量が最大で3倍に、発生電力が2倍に、リットル体積当たりの蓄電量が2倍になるからだ(3)。
富士経済の調査報告書によると、2012年におけるリチウムイオン電池材料の市場規模は69億米ドルになり、2007年に比べると89% の増加になる(6)。例えば、2010 年の後半に発売されるシボレー・ボルト用のT 型リチウムイオン電池パックは、約220 個の電池から構成される(4)。自動車市場においてリチウムイオン技術を利用するPHEV が広く受け入れられるには、信頼性と安全性(7)に加えて、電池コストも重要な要件となる。電池の価格は材料コストばかりでなく、大量生産する場合の製造コストの影響も大きく受ける。
レーザによる大量生産
電池を効率よく生産するには、異種材料接合、ハーメチックシール、局所加工、高精度、品質一貫性およびスループットが中核の要因となる。先端レーザシステムは革新的な加工技術を組合せて、リチウムイオン電池の大量生産に対してさまざまに応用できるコスト効果の高い解決策を提供している。図1は円柱型電池の基本要素部品を示している。電極パッケージは被覆された金属箔から構成され、ロール状に巻かれている。この電極パッケージは金属缶のなかにハーメチックシールされ、外側の端子と電気的に接続されている。平面形状の電池(図2)と積層電極または角柱状の電池は、現在開発中のリチウムイオン電池の代替設計を示している。
電極の製造および電池とモジュールの組立には、切断、接合、封止などのさまざまな加工が必要になる。レーザは電極の切断、内部部品と電極および端子との接合、電池ハウジングの封止などの加工に応用できる。ほとんどの金属部品は電気特性に優れた銅やアルミニウムから作製されている。従来はこれらの材料の高い反射率がレーザ加工の障害であったが、現在は最新の高輝度レーザを用いることで、この問題は解決されている。このようなレーザは同種あるいは異種の材料の接合にも応用できる。
電極の切断
リチウムイオン電池の電極は、電流捕集器として機能するアルミニウムまたは銅箔の両面に被覆された活性材料から作製される。これらの金属箔の0.01mm(被覆なし)から0.2mm(被覆あり)の厚みは、電池の設計(円柱または平面)と電極の種類(陰極または陽極)に依存する。ダイス切断は平面電極のスタンプ加工に使われ、回転ナイフスリット加工は円柱型電池用の電極ストライプの切断に適用される。いずれの技術もかなり高価な工具が必要であり、使用時間が長くなると加工が不安定となり、切断品質が悪くなる。とくに切断エッジのわずかな曲がりやミクロンサイズの材料の付着は短絡の原因となり、全体システムに対して破滅的な故障を引き起こす。したがって、保守と工具の高頻度な交換が必要になる。
電極材料のレーザ切断の研究が行われ、高速での利用可能性が証明された。また、機械的スリット加工と比べた場合の切断品質とコスト効果の利点も明らかにされた。ディスクレーザおよびファイバレーザからは、小さなスポットサイズの生成に必要な高いビーム品質と高い反射率をもつ銅箔とアルミニウム箔の切断に必要な高い強度レベルが得られている。単一モードファイバレーザを使用することで、加工工程の最適化と許容可能な切断品質が実現されている。毎分10m以上の切断速度に必要なパワーは50〜 200W の比較的低い範囲に収まっている。また、現在進行中の研究から、非接触レーザ切断法は従来の切断加工法と十分に競合できる技術に発展し、工具不要、高い柔軟性、切断品質の一貫性などの利点をもつことが明らかにされている。
電池の組立
リチウムイオン電池の内部で電流を流す部品の多くは銅またはアルミニウムから構成され、その外部バスバーは外部電極と接合され、相互に接続されて一連の電池になる。HEVは8〜10年の使用期間が予想されるため、内部部品の接続と電池ハウジングの封止は非常に高い信頼性をもつ接合工程が必要になる。同種または異種配置の金属材料の接合は外部端子との完全な電気的接触が必要であり、この接続では良好な導電性が確保され、電力損失が回避されなければならない。重ね接合は部品位置の許容性と適合性の要求が緩いので好ましい。一般に、アルミニウム缶は円柱型電池のハウジングとして使用され、そのハーメチックシールが電池組立の最終の重要な工程の一つとして行われる。
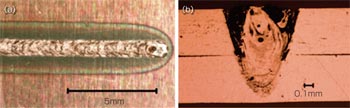
反射率の高い銅のレーザ溶接は、レーザビームと材料との非線形相互作用が大きく、加工条件の範囲が狭くなり、再現性も悪くなるため、レーザ光源とプロセス設計に対する要求が厳しくなる。現在は銅の表面へのニッケルめっきやニッケルシートの配置を使用して、銅溶接における吸収の増強と工程安定性の改善が行われている。フランホーファーCLTは出力が500W 〜数kWまでの範囲のNd:YAG、ディスクレーザとファイバレーザを使用して、さまざまな電池組立へのレーザ溶接の応用を連続レーザとパルスレーザの両方から研究した(図3)。これらのレーザ光源からはキーホール溶接加工に必要な強度が得られ、コスト効果のある量産に必要な高い溶接速度と短いサイクル時間を得ることができた。
また、代替となる表面処理法と被覆法の評価も実施した。薄いグラファイトを被覆したときに、工程安定性、溶接速度および溶込み深さには大きな改善が認められた。この工程は飛散物の発生がほとんどなく、溶接の外見も非常に良好な一貫性が得られた。米国のフラウンホーファー・レーザ技術センター(CLT)が最近開発した高輝度ファイバ結合半導体レーザは、わずか250Wのパワーを用いることで、裸銅薄板の良好な溶接を毎分1mの速度で行うことができる。
アルミニウムから銅へと銅からアルミニウムへの異種接合を行うための新しいレーザ溶接工程の開発も行った。工程設計を最適化することで、他の方法では両方の金属にマクロとミクロのクラックが発生し、冶金学的親和性が非常に低くなり、溶接部の脆化を引き起こしてしまう各種の金属間化合物層の生成と成長を最小に抑えることができた。
パルスNd:YAG レーザ溶接はエッジ溶接配置の銅からアルミニウムへのスポット溶接に応用できる。単一モードファイバレーザを使用すると、重なり配置のアルミニウムから銅への良好な溶接が可能になる。両者の金属特性が異なるので、界面の溶融ゾーンのサイズには大きな違いが生じる。レーザビームの中心部は銅の内部にだけ溶込む。それにもかかわらず、この接合部は優れた強度と耐久性を示すことがせん断強度と疲労強度の試験により証明された。極限せん断強度(USS)の60% までの負荷に対して、試験クーポンは100 万回以上の負荷サイクルに耐えることができた。
結論
先進電池の製造と組立に対するさまざまなレーザ加工の応用を紹介した。得られた結果は高速レーザ加工が電池の製造コスト低減の効果的な手段であり、このようなコスト低減が消費者に受け入れられる新技術の開発の鍵になることを実証している。
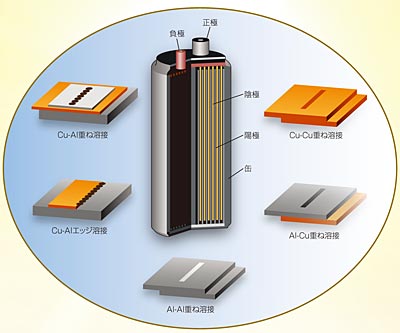
図1 リチウムイオン電池の概念図。

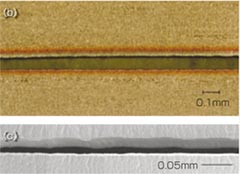
図2 リチウム‐ポリマ電池(フラウンホーファーISIT )と、( a )リチウムイオン電池用の電極(フラウンホーファーISIT)、(b)光学顕微鏡によるレーザ切断銅箔試料の正面像、および(c )は走査型電子顕微鏡(SEM)による同試料の顕微画像を示している。試料は完全に分離されたので、( b )と( c )は切断の切口ではない。
 | |
| (a) | (b) |
 | |
| (a) | (b) |
 | |
| (a) | (b) |
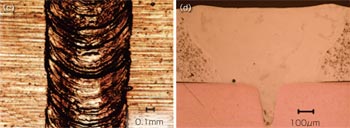
図3 (a)は2.1kWのパワーを用いて完全貫通重ね溶接をした2枚の0.5mm厚の銅シート(110合金)の表面像を、(b)は同じ試料の断面像を示している。(c)はわずか470Wのパワーを使用し、毎分1mの速度で溶接したアルミニウム(3003 合金、厚さ:0.55mm)から銅(110合金、厚さ:0.6mm )への溶接の表面像を、( d )は同じ試料の断面像を示している。(e )はフラウンホーファーCLT が開発した高輝度ファイバ結合半導体レーザを用いた銅のレーザ溶接を示している。
![]()
![]()