

Articles バックナンバー記事
スマートフォンの開発を可能にしたUVレーザ
ラリー・シー
現在のスマートフォンにおける小型化されたパッケージサイズと機能の向上は、数多くの製造技術への挑戦によって達成されたが、その多くは高性能UVレーザを用いて実現されている。
半導体やマイクロエレクトロニクス製造では、デバイスのさらなる高機能化と小型化およびエネルギー効率の向上を経済的に可能にする製造技術が常に探求されているが、そのなかでレーザ技術は大きな役割を果たしている。この動向は、携帯用パッケージのなかに、高度な処理能力をもつ半導体デバイスが高品質のディスプレイとともに組込まれているスマートフォンと呼ばれている最近の高機能型携帯電話の開発において顕著になった。部品製造メーカーは、スマートフォンの製造において求められる高分解能、高エネルギー、低損傷プロセスを実現する紫外(UV )レーザと深紫外(DUV)レーザの採用を進めている。
本稿はスマートフォンの製造に用いられている主なレーザ応用の実例に加えて、これらの応用のために開発されたレーザ技術の概要と将来動向について説明する。
ウエハのシンギュレーション
スマートフォンにおいては、小型化と高機能を実現するため、より薄いメモリウエハ(先端パッケージング)、同様に電力消費を改善するためのLow-κ誘電体を採用したウエハを用いなければならない必要性が生じている。
これらのウエハを従来のダイシングソーを用いてダイへのシンギュレーション(チップへの切出し)を行うことは非常に困難な状況に直面している。特に、Low-κ誘電体は隙間が多く、物理的に柔らかく、接着性も悪いため、ダイシングソーによる切断では問題が発生する。その結果、Low-κ誘電体のシンギュレーションには、レーザスクライビング(ハーフカットと呼ばれている)がすでに最も適した手法になっている(図1)。
この加工法は、まず、レーザを使用して軟質のエピタキシャル成長層を切断し、次に、ダイ上での分離を行い、最後にそれらのエッジ層を比較的きれいな損傷のない状態で取出す。その結果、ブレードがエッジ層に接触しない状態での機械的シンギュレーションが可能になる。
メモリウエハの場合、業界では現在でも機械的ダイシング加工が主流になっているが、ウエハが薄くなると、機械的ダイシングは亀裂や破損をもたらすので、より低速のダイシングが必要になり、スループットが減少する。このような問題はレーザを使用し、レーザだけでウエハを完全に切断するレーザダイシングと呼ばれる方法を用いることで回避することができる。レーザ加工とブレード加工の全体コストを比較すると、ウエハ厚が100μm以下の場合は両者のコストが等しく、50μm以下になるとレーザ加工が有利になると言われている。
ウエハスクライビング用に設計及び最適化された米コヒレント社(Coherent)のAVIA 355-23-250に代表される最近のQ スイッチDPSSUV(355nm)レーザは、シンギュレーション応用においての選択肢となっている(図2)。短波長から生成される熱影響層(HAZ)は小さく、このQスイッチレーザの短パルス幅(数十ナノ秒)はそれぞれのパルスからの熱エネルギーが最小化されている。このことは、次のパルスが到来するまでに、熱エネルギーは伝熱により拡散することを意味している。高い繰返しや高いパワーは、所有コスト(COO)の低減に繋がるため、結果的に製造コストの低減を実現する。
将来傾向
より高精密の切断技術への以降においても簡易かつ精密な加工を行える利点がある。その解決策として産業用ピコ秒レーザが最近話題になっている。ピコ秒レーザは高ピーク出力が得られるため非線形現象を利用した加工が期待できる。これは相対的にコールド(非熱的)プロセスであり、ナノ秒レーザで加工したよりも優れたエッジ品質が得られるため、歩留りが改善され、後処理の必要性を低減させる可能性がある。品質と欠陥の制御:チップ検査
ウエハ検査の目的は、生産の歩留の限界を確認したり、チップ生産における欠陥を低減する要因を発見することにある。回路パターンの高密度化に伴いより小さなキラー欠陥を検出する必要が生じている。現在、最新の集積回路の生産は65nmのデザインルールで行われているが、このサイズは今後5年以内に45nmへと移行し、その後は32nmへ移ると予想されている。
レーザを用いるウエハ検査の多くは散乱と吸収の現象を利用して、欠陥や汚染の場所を特定する。レーザ検査は、検査表面の種類(パターン付または無しのウエハ)および探索する欠陥の種類(パターン欠陥、汚染物、ボイドなど)に応じて、異なる構成となっている。一般に、レーザビームはライン状ないしウエハ表面を全面にわたりスキャンさせる手法をとり、散乱または反射された光は、光電子増倍管やアレイ検出器を用いて検出される(図3)。
感度の向上と小型化へのニーズに対応して、装置メーカは可視波長(600〜800nm)からUV(355nmと266nm)への移行が必要になった。このDUV 波長への移行は、リソグラフィのデザイントレンドに反映されている。一般的に小さな欠陥は短波長のレーザで検出が出来るからである。これまでの検査装置は10〜 50mW のレーザが使用されてきたが、現在の高スループット装置にはワットレベルのパワーが求められてきている。
この要求を満たすウエハ検査用光源にはモード同期DPSS レーザが採用されている。モード同期によって効率の高い355nmへの波長変換が可能となり、高出力かつ擬似連続発振が実現できるためである。更に微小スポットを高感度で観察したいニーズに対しては数百mW に及ぶ高出力、連続発振のDUV( 266nm )レーザで高スループット化を図ることができる。
将来動向
32nm 以下のノードに適応するより低コスト運用と高感度検出を可能にする更なる短波長かつ高出力の高信頼性レーザの開発が求められていくであろう。レーザダイレクトイメージング
スマートフォンにおいては、限られたスペースにより多くの回路を構成するために、高密度実装(HDI)回路基板のニーズが拡大しているが、レーザダイレクトイメージング(LDI)はこの生産において重要な技術となっている。LDIはモードロックレーザを使用して、フォトレジストがコーティングされたパネル上に直接パターンを結像するため、フォトツール(例えばフィルム)が不要となる。LDIを採用する利点は、感光材料の製造、利用、運用及び保管するための時間とコストを抑えることができることだ。また、LDIはフィルム上の欠陥から生じる品質問題を完全に回避できる。さらに、LDIは従来のコンタクト露光よりも大幅なレジストレーションの改善が得られるので、工程の歩留りが向上し、より厳しい公差内での生産を可能にする。最近では、16W以上の高出力のモードロックUVレーザが市販され、低コストのドライフィルムが使用できかつ高い生産性を実現している(図4)。
マイクロビアの孔あけ
HDI 回路基板を製造する場合のもう一つの重要な工程は、回路基板内部のさまざまな異なる層間を電気的に接続するマイクロビアと呼ばれる小さな孔の孔あけだ。レーザ孔あけは競合技術を大幅に上回る実用性とコストの利点が得られるため、マイクロビアの製造にとって好適な方法になった。例えば、孔の径が250μm以下になると、機械的方法による孔あけは高価になり、150μm以下の孔サイズになると、実用性がまったく失われる。
スマートフォンのPC基板のマイクロビア孔あけは、100〜500Wの出力をもつCO2 レーザを使用して行われる。9.4μmの波長において225W の出力が得られるコヒレント社のシールドCO2 レーザ(DIAMOND K-iモデル)は、この用途に適したレーザの例になる。この波長は通常のCO2 レーザの10.6μmの出力波長に比べた際、FR4、樹脂被覆箔(RCC)、ポリアミド、PTFE、アラミド(Thermount)などの多数の誘電材料において、高い光吸収特性を示す。
将来動向
UV DPSS レーザもマイクロビアの孔あけ用途に利用できる。これらのレーザの短い波長と高いビーム品質により、より小さな集光スポット径が得られる。UV DPSSレーザを用いた場合、平均出力が低いため100μmサイズの範囲にある現在のマイクロビアの形成ではCO2 レーザに比べて不利になるが、デバイスの小型化がさらに進み、より小さいマイクロビアのニーズが増大すると、UV DPSSレーザの利用は拡大するであろう。表1 にマイクロビアの孔あけ装置におけるUV DPSSレーザとCO2 レーザを用いた場合の孔径と加工スピードを示す。
低温度ポリシリコンのアニーリング
iPhone などの高機能スマートフォンの表示スクリーンは、ほとんどのフラットパネルディスプレイに使われているアモルファスシリコンではなく、ポリシリコンが利用されている。ポリシリコンは電子移動度がアモルファスシリコンよりも高い。そのため、ポリシリコン技術にもとづく液晶ディスプレイ( LCD)はより高い解像度と輝度、より広い視野角、そしてより高い画素更新速度を得ることができる。ポリシリコンを使用すると、ディスプレイの駆動回路をパネル上に集積することも可能になる。このような集積は現在進行している小型化プロセスにおいて次のステップの技術になる。
エキシマレーザを用いる低温ポリシリコン(LTPS)アニーリングは、ディスプレイの重要な製造工程となるポリシリコン層を作製する方法として選択されるようになった。この方法は200℃の低い温度でアニーリングを行うため、高価な石英ガラスや耐熱ガラスの基板の使用を回避できる。現在、もっとも広く使われているLTPS 技術はエキシマレーザアニーリング( ELA )と呼ばれている(図5)。
ELA の場合、308nm エキシマレーザからの長方形ビームは光学的な均質化と再成形が行われて、長く狭いラインビーム(一般に約465nm×0.4mm)。
となり、全体にわたり均質度の高いエネルギー分布が得られる。このラインビームは、シリコンがコーティングされた基板に照射されて、ELA のための走査が行われる。
308nmエキシマレーザ放射を効率よく吸収したシリコンは、パルスごとにほぼ完全に溶融してしまう。その結果、溶融したシリコンと溶融しないで残留した周囲のシリコンとの界面を起点にして、垂直方向への結晶成長による結晶形成が効率よく行われる。
ELA は高いパルスエネルギー(1J )と数百Hzの繰返し速度とを組合せたエネルギー安定度の非常に高いエキシマレーザが必要になる。高いパルスエネルギーはパルスごとに広い面積を加工でき、加工時のフルエンスレベルが維持される。必要とされるスループットを実現するには高い繰返し速度が必須になる。従来のエキシマレーザは、高いパルスエネルギーと高い繰返し速度の一方を得ることはできたが、両方を同時に得ることはできなかった。コヒレント社のLSXシリーズ(1Jのパルスエネルギーが300Hzの繰返し)の製品化を行いこのELAニーズに応えている(図6)。
ITO層のパターニング
過去の数年間にわたり価格が定常的に低下したタッチスクリーンはスマートフォンにも広く使われている。例えば、世界のタッチスクリーン市場は2007年に約12億ドルの規模になり、2012年には50億ドル以上に達すると予測されている。現在、タッチスクリーンの構成には抵抗、静電容量、表面音響波の三つの異なる方式が使われている。抵抗と静電容量による方式は小型と中型のスクリーンに広く使われ、スマートフォンにも採用されている。市場では抵抗による方式が主流になっているが、i-Phoneは静電容量技術を利用し、手指による複数の接触の同時検出を可能にしている。向う数年の間に、この技術の採用は増加すると考えられる。
代表的なタッチスクリーンパネルは、上面の保護カバー、接合層、パターニングされた透明導電酸化物(TCO、一般にITO)層およびガラス基板から構成されている。UV DPSS レーザを使用して幅が約25 〜 50μmの一連の線をITO 層にスクライビング加工している製造メーカもある。また、デバイス全面の線形応答を得るために、ITO を除去している例もある。
UV レーザを用いたプロセスは従来のリソグラフィなどのITO パターニング技術に比べるといくつかの利点が得られる。とくに、レーザを用いた場合、スループットの向上、より柔軟な加工、より小さな形を形成する加工が実現できる。また、湿式エッチングが不要になるため、化学薬品による安全性と環境の問題を回避できる。
まとめ
多様なUV レーザが、マイクロエレクトロニクス製品の生産における多種の応用で使われるようになった。UVレーザは電子回路の小型、高密度化への動向を支援しており、湿式化学プロセスに依存する技術に比べると、より環境にやさしく、経済的なプロセスになる場合も多い。パーソナル電子デバイスのさらなる小型化と高機能化とともに、レーザを必要とする新しい用途が拡大することを期待している。
特にUV レーザは次世代のパーソナルマイクロエレクトロニクスデバイスの低コスト生産を可能にするレーザとして発展するであろう。
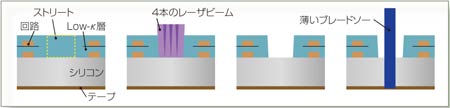
図1 UV レーザと従来のダイシングソーの両方を使用してウエハのシンギュレーションを行うレーザ半切断法の一つの方式を模式図で示している。

図2 ウエハのスクライビング加工用に最適化されたAVIA 355-23-250 レーザ。
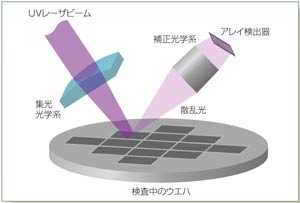
図3 パターン化されたウエハ検査の模式図。
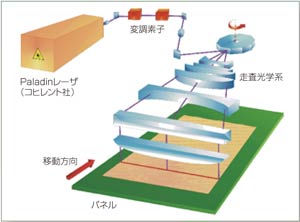
図4 LDI動作の模式図。
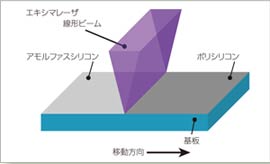
図5 ELA の模式図。
表1 UV DPSSレーザとCO2レーザを用いた場合のマイクロビア加工の比較

図6 ELAに必要な高いパルスエネギーと繰返し速度が同時に得られるLAMBDA SXレーザ。
![]()
![]()
![]()