

Articles バックナンバー記事
太陽電池の製造に使われるファイバレーザ
トニー・ホウルト、ジャック・ガブズディル
独自の機能をもつファイバレーザはコスト効果に優れた太陽電池の加工プロセスになる。
現在利用可能な産業用レーザのなかで、ファイバレーザは集光性、出力安定性、発光効率の三つが最適な状態で組合されているレーザだ。ファイバレーザの小さな設置面積と高い動作効率は太陽電池(PV)の製造にとって重要である。
いくつかの用途においては、半導体励起とランプ励起の固体レーザから短パルスファイバレーザへの置き換えが進行している。Q スイッチファイバレーザはコストと動作効率に優れているが、そのパルス性能が基本的に異なるわけではない。その結果、パルス周波数、パルス長さ、ピークパルスパワーの柔軟性が広がり、ユーザが使える加工パラメータの範囲が広がる。
例えば、25kHzの装置では14kW を超えるピークパワーパルスを20W の平均出力パワーで得ることができる。また、1 〜 500kHz の高いパルス周波数が10〜200nmのパルス幅で得られる。
精密加工の場合はパルスパラメータの範囲が広いほど都合がよい。材料加工では動作周波数が高いほど用途が広がり、太陽電池の製造ではマーキング、薄膜パターニングおよびマイクロマシニングへの応用が生まれる。
ビーム品質がM2<2 で、高いピークパワーと小さな集光スポットサイズが得られるレーザも市販されている。しかし、いくつかの用途では、ピーク強度が高いと、基板の望ましくない損傷が大きくなる。より高いM2=3.2 の30W レーザが商品化されたが、このようなレーザは、より広い線幅または大面積のパターニングを必要とする用途、あるいはより広いパワー分布が好ましい用途に適している。
本来、これらの直接変調MOPA レーザは、マーキング用レーザとして開発されたが、その機能が増強され、マーキングの用途をはるかに超えて、マイクロマシニングの用途にも利用できるようになった。
モリブデン膜のスクライビング
ガラス上のミクロンオーダ厚のモリブデン(Mo)金属膜は、CIGSモジュールの導電背面電極になる。最初のレーザスクライビングでは、ガラス基板からモリブデンを選択的に除去しなければならない。Mo膜の標準的な厚みは0.25 〜 1μm であり、繰返し速度が125kHz、平均パワーが20Wのレーザパラメータを用いると、スクライビングの線幅は30μmになる。図1 はピッチが200μの場合を示している。
Mo 膜を完全に除去するには、パルスエネルギーの注意深い制御が必要になる。この制御によって、パターニングしたエッジのバリは最小になり、Mo膜の亀裂と剥離はなくなり、ガラス基板の損傷もなくなる。
TCO 膜のスクライビング
薄膜モジュールの多くは透明導電酸化物(TCO )膜を使用するため、Mo膜と同様のパターニングが必要になる。
しかし、TCO 膜の場合に必要となるパルスエネルギーは非常に大きい。膜の厚さ、組成、堆積法などが異なると、膜のアブレーションの速度が影響を受ける。高いパルスエネルギーを必要とする膜は、周波数を低くして速度を0.5m/sにすれば加工できるが、例えば5m/sの加工速度を得ようとすると375〜500kHzの繰返し速度が必要になる。最近、このような繰返し速度と30W以上のパワーをもつレーザが市販された。このレーザは1mJまでの最大パルスエネルギーが得られる。また、M2=4 のビーム品質をもつため、さまざまな材料のマーキングに適した大きい集光スポットとフラットトップのビームが得られる。この利点からはスクライブの品質が改善される(図2)。
エッジ削除スクライビング
アモルファスシリコン薄膜太陽電池はエッジの周辺に12mm幅の帯がある。この帯から3 種類の薄膜をすべて取り除くためには、高いピークパワー、パルスエネルギーの十分な制御、パルスの安定性が必要になる。30Wレーザは発振モードが多いため、モードにとって必要な重なりが少なくなり、モードのカバー率が向上する。30mWのレーザでは2cm2/s の除去速度が容易に得られる。複数のレーザから構成された装置は、所望の除去率が得られ、エンドユーザの汎用性が向上し、コストは単一高出力レーザ光源の場合よりも低くなる。
窒化ケイ素のアブレーション
窒化ケイ素は赤外(IR)でのアブレーション速度が高いため、高い繰返し速度と低いパルスエネルギーとを組合せると、きれいで高速のアブレーションが可能になる(図3)。繰返し速度が375kHz、パワーが20Wのレーザを用いると、基板がガラス/シリコンのいずれであっても、>1cm2/s のアブレーション速度が得られる。アブレーションした窒化ケイ素の表面の光学検査からは、滑らかな面の効率のよいアブレーションが250kHzのしきい値において実現できることが明らかにされている。これは高い繰返し速度に関係する相互作用の増強によると考えられる。
シリコンの加工
太陽電池の製造では単結晶と多結晶のシリコンおよび薄膜のシリコンが広く使われている。最近、0.2〜0.3mm厚のシリコンの近赤外(NIR)における室温の吸収深度が誤解を招いていると示唆されている。高いパワー密度でアブレーションするときの非常に短い時間スケールから生じる高い温度では、室温で定義された吸収深度が劇的に浅くなる。また、太陽電池に使われる純度の低いシリコンは太陽スペクトルの全体にわたる太陽放射を吸収するため、NIRでの吸収が大きくなる。このことをファイバレーザから得られる新しいデューティサイクルパラメータに組合せると、直接変調ナノ秒ファイバレーザの機能から新しい応用が生まれる。
それらの応用には太陽電池の簡単なスクライビングと切断、穴あけ、エッジ検出などが含まれる。こうした応用では、線幅が狭く、熱影響層(HAZ )が少なく、表面デブリが最小で、バリが発生しないことが重要な要件になる。低い周波数と高いパルスエネルギーのスクライビングは深くなるが、HAZとデブリも高いレベルになる。高い周波数と低いパルスエネルギーをもう一度使用すると、熱入力の精密に制御することが可能になる。
穴あけも必要となる。図4 と図5 ではパルスを重ね合わせる特殊な穴あけ法を用いて、きれいなとまり穴の形成が実証されている。周波数が高くなると、シリコンの低いパルスエネルギーでのさまざまなマイクロマシニングへの応用、例えば、<200μ m 厚の多結晶リボンシリコンの切断、ID マーキング、テクスチャ加工、ピット穴あけ、表面溶融などが可能になる。
マーキング
ファイバレーザによるマーキングは、従来のマーキングレーザと同様に、プラスチックおよび金属のいずれに対しても、その技術が十分に確立されている。多くの場合、繰返し速度を高くすると、加工の柔軟性が高まり、まったく新しいレベルでのプロセス制御と加工の微調整を行うことができる。その一例はレーザによる深いエングレービング(彫刻)だ。高い繰返し速度での高速の平滑化を行うと、刻印した標識の基盤の「研磨」が可能になり、コントラストと読取り能力を増強できる。一般に、太陽電池用のガラスはIRに対して透明だか、特殊なテープを使用することで、クラックのない2Dデータマトリックスの消えないマーキングをガラス上に施す技術が開発された。この場合は>250kHzの高い繰返し速度において最適の結果が得られている。
結語
独自の機能をもつ新しい方式の直接変調ファイバレーザを紹介した。このレーザを太陽電池の加工に利用すると、さまざまなレーザ加工が可能になる。その高い繰返し速度から得られる利点は、太陽電池の製造コストの低減に役立つことが実証された。その広い範囲のパルス周波数、パルスエネルギーおよびパルス持続時間からは、非常に精密なプロセス制御が可能になり、動作の柔軟性が得られる。
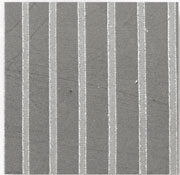
図1 125kHz、4m/sのファイバレーザでパターニングされた太陽電池用のガラス上のモリブデン。
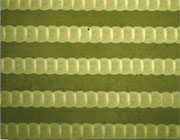
図2 30W、30kHzのファイバレーザによるITOパターニング。基板の損傷は見られないが、エッジが波状に加工されている。
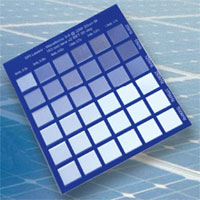
図3 窒化ケイ素層のアブレーションを評価するための除去速度と繰返し速度との関係
を示すマトリックス。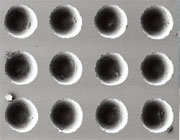
図4 このシリコンの止まり穴のアレイはレーザアブレーションの高効率の機構を示している。
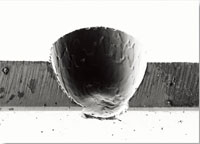
図5 図4に示した止まり穴の断面。
![]()
![]()
![]()